Эта разновидность позволяет легко соединять металлы толщиной от 1 мм до нескольких сантиметров в любом положении пространства. Постепенно сварка в защитной среде вытесняет традиционную сварку электродами.
Сущность сварочного процесса в среде защитных газов
Сварочный процесс используется для создания постоянного соединения различных металлов. Оно достигается нагреванием соединяемых элементов до температуры, близкой к температуре плавления. Разогрев происходит при помощи электрической дуги, которая имеет температуру горения от 7 000 до 18 000 °C. Это позволяет нагреть свариваемый металл и образовать сварочную ванну, которая заполняется расплавленным электродом.
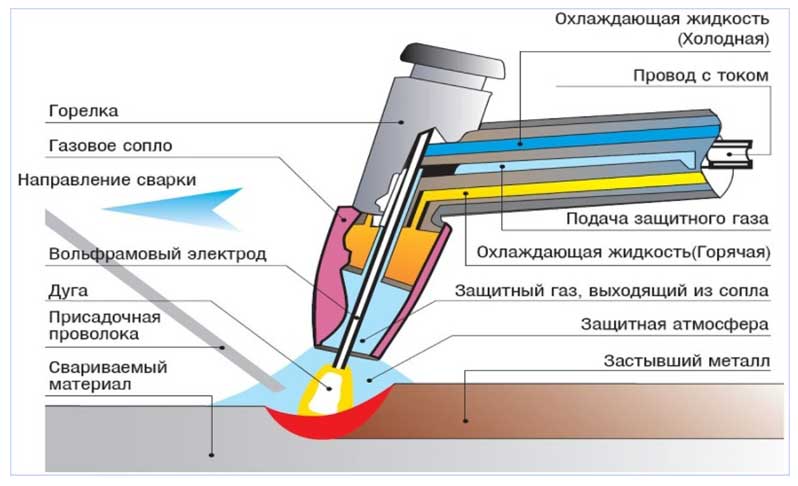
Для того чтобы электрическая дуга стабильно горела, а также чтобы воздух не влиял на сварку, в зону горения подается защитный газ, который создает купол, препятствующий окислению.
Сварка в среде защитных газов применяется там, где простая сварка электродом в обмазке не дает результата. Это соединение таких металлов, как:
медь;
бронза;
титан;
молибден;
хром и др.
На современных автоматических производствах применяется механизированная сварка в среде защитных газов. С ее помощью варят не только цветные металлы, но и черные (разновидности стали).
Преимущества метода
Эта разновидность сварки имеет множество достоинств.
Позволяет сваривать цветные металлы. Сложность их сваривания заключается в том, что они имеют низкую температуру плавления при высокой окисляемости, что загрязняет сварочную зону оксидами и создает сложность в получении качественного шва.
Высокий температурный нагрев. Это дает возможность локализовать сварочную зону в малых пределах. В итоге свариваемый металл не меняет своих механических свойств из-за перегрева.
Высокая производительность. Сварка в среде защитных газов дает возможность автоматизировать процесс за счет использования проволоки, намотанной на катушку, и автоматической ее подачи.
Отсутствие шлака. Не затрачивается время на его удаление.
Недостатки сварки в защитной среде
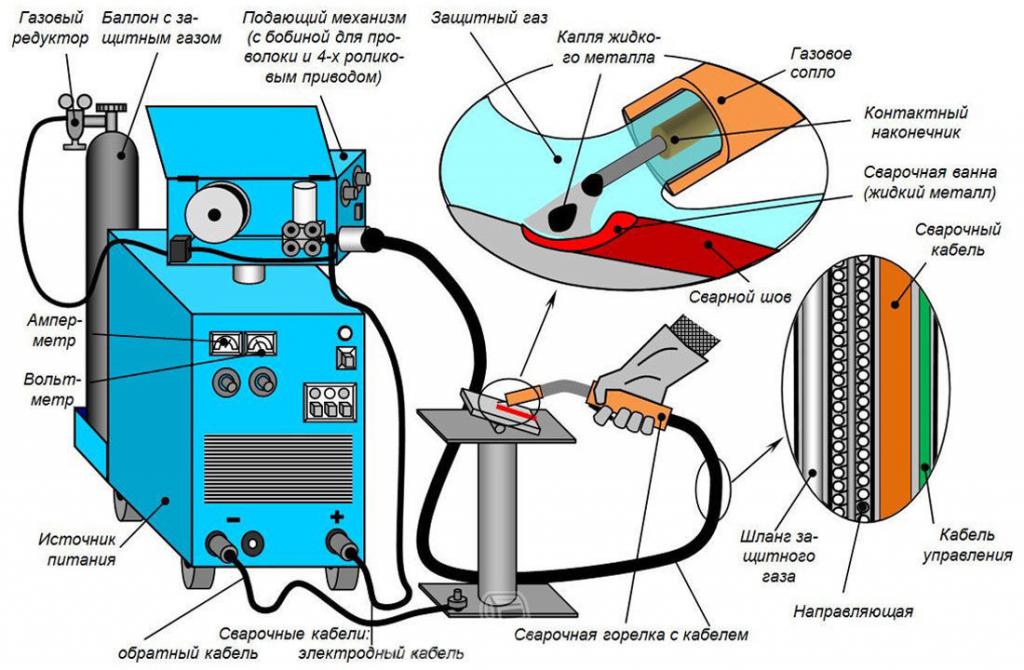
К недостаткам этого вида сварки можно отнести громоздкость оборудования. Кроме самого сварочного аппарата, в комплекте идут газовые баллоны, редукторы, газовая арматура.
Расходные материалы дороже, чем для обычной электродуговой сварки.
На современных предприятиях основным критерием экономической целесообразности является время, затраченное на производство. Там внедряют системы автоматической сварки в среде защитных газов. Поэтому большая стоимость материалов компенсируется высокой производительностью.
Насколько прочны сварочные соединения
Сварка металлов создает крепкое соединение. Оно гораздо прочнее, чем соединение болтами или заклепками. К тому же там, где нужно создать герметичность, сварка незаменима. Основное ограничение в ее применении – это неспособность выдерживать динамические нагрузки, которые меняются как по величине, так и по вектору воздействия. Именно по этой причине в самолетостроении применяют заклепки вместо сварных соединений.
Прочность сварочного шва зависит от используемых материалов, соблюдения технологии и правильной разделки свариваемых кромок.
Разновидности применяемого оборудования
Сварка в среде защитных газов имеет две разновидности:
Неплавящимся электродом. Электрическая дуга создается вольфрамовым стержнем, который не плавится в процессе. Материал для заполнения сварочной ванны подается вручную в виде куска проволоки.
Плавящимся электродом. Здесь электрическая дуга создается автоматически подаваемой проволокой, на которую поступает электрический ток. Эта проволока плавится и заполняет собой сварочную ванну, формируя шов.
В зависимости от этого оборудование для сварки в среде защитных газов делится на два типа:
Сварочные трансформаторы и инверторы, оборудованные горелкой с вольфрамовым наконечником.
Сварочные полуавтоматы. Сейчас этот вид оборудования получил наибольшее распространение. С их помощью можно сваривать весь спектр металлов. Они мобильны и обладают большой производительностью. Сварка полуавтоматом в среде защитных газов используется как в гаражах и частных хозяйствах, так и на серьезных предприятиях.

Лазерно-дуговая сварка. Это вид гибридного оборудования, где дополнительно к сварочной дуге от вольфрамового электрода, создается глубокое расплавление лазерным лучом. В этом случае применяется приспособление, сочетающее в себе лазерную оптику и горелку с вольфрамовым наконечником.
Какие газы используются
Существует несколько разновидностей применяемых газов, которые можно разделить на 3 группы: инертные, активные и комбинированные.
К инертным газам относятся: гелий, аргон. Гелий легче воздуха и более дорогостоящий в производстве, применяется реже. Но дуга в нем набирает большую температуру, чем в аргоне, поэтому сварка в среде гелия имеет бо́льшую производительность. Его применяют для сварки сплавов алюминия и магния.

Аргон имеет более широкое применение. Его используют для сваривания ответственных деталей, а также редких и цветных металлов.
Азот можно отнести к условно инертным газам. Его применяют только для сварки меди и ее сплавов, по отношению к которым он не активен.
Активные газы хоть и защищают сварочную зону, тем не менее сами растворяются в металле шва, изменяя его состав. К ним относятся углекислый газ и кислород. CO2 используют для сваривания черных металлов: низко- и среднеуглеродистых сталей, чугуна, низколегированных сталей и пр.
Кислород идет только в смеси с инертными газами.
Комбинации газовых смесей применяют в разных пропорциях для увеличения стабильности сварочного процесса и улучшения механических характеристик сварного шва.
Расходные материалы
Для полуавтоматической сварки в среде защитных газов используется проволока, свернутая в катушки. Она имеет свыше 80 разновидностей. Ее диаметр — от 0,3 до 12 мм. Мотки, в которые она свернута, весят от 1,5 до 40 кг. Проволоку подбирают такую же по составу, как свариваемые детали.

Неплавящийся электрод может быть как из вольфрама, так и из углерода. Вольфрамовый электрод представляет собой проволоку диаметром 0,5-3 мм или прутки диаметром 5–8 мм. Материалом для присадки служит проволока диаметром 1,6–5 мм.
Подготовка к сварочным работам
Сварка в защитной среде выполняется в основном для сварки ответственных деталей. Поэтому первое требование – это высокая квалификация рабочего. Для выполнения подобных работ допускаются сварщики не ниже 5 разряда, прошедшие обучение и получившие допуск.
Перед началом работ, независимо от имеющегося удостоверения, сварщика заставляют сварить встык образец, который будет проверен на прочность. ГОСТ сварки в среде защитных газов определяет, какое усилие на разрыв должен выдерживать этот образец.
Помещение для сварочных работ должно содержать минимум пыли. Запрещаются все виды работ с ее образованием (резка, шлифование, заточные работы).
Воздух в помещении должен быть теплым и сухим. Для этого устанавливаются термометры и гигрометры. Температура должна быть не ниже 16 °C.
Хорошее освещение должно давать обзор сварочной зоны и позволять вовремя находить дефекты, возникающие в разных режимах сварки в среде защитных газов.
В помещении не допускаются сквозняки. Скорость потока воздуха не должна превышать 0,5 м/сек.
Советы и рекомендации
Чтобы получить качественное соединение, нужно проделать подготовительные работы.
Правильно разделать кромки свариваемых элементов. От этого зависит провар и наполнение металлом сварочной ванны.
Тщательно очистить свариваемую поверхность от загрязнений, ржавчины.
Подобрать давление защитного газа. Если давление высокое, то будет чрезмерное охлаждение сварочной зоны. Низкое давление приведет к формированию пор в сварочном шве.
Выбрать оптимальную силу тока. Она подбирается исходя из толщины свариваемого металла. Подача проволоки регулируется в зависимости от силы тока.
Для получения качественного шва горелку необходимо периодически очищать от окалины. Если этого не делать, то постепенно окалина уменьшит внутренний диаметр горелки, и защитный газ будет подаваться в зону горения неправильным факелом. Также окалина будет затруднять подачу проволоки. Для уменьшения образования нагара на горелке можно применять силикон. Им смазывается внутренняя часть горелки. Очень удобны аэрозольные баллончики для сварочных работ.

Сварка в среде защитных газов – ответственный процесс, который во многом зависит от человеческого фактора. Соблюдение мер безопасности, применение защитных средств помогут не только качественно выполнить работу, но и сохранить здоровье.
Источник: fb.ru